

問題解決改善提案事例
当社からご提案しました問題解決事例集です。
省エネ、省人化、高速化などOPTONの商品で様々なご提案をさせて頂いております。
事例の一部を掲載しておりますのでご覧くださいませ。
自動化生産性加工ラインによるコストダウンと安全性アップ
【コストダウンと安全性】のご提案事例
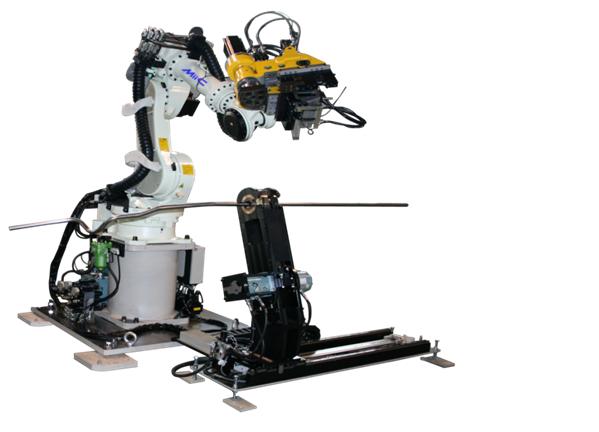
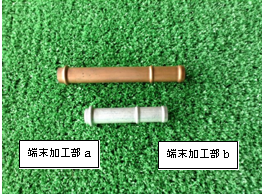 対象製品 両端末自動加工システム
【従来の加工方法】
自動車のエンジン部品には、小径(φ6.35~19.05程度まで)で45度~90度に曲げられたエルボパイプが多数使用されています。(写真1参照)このエルボパイプの両端部には、
自動車エンジンへの圧入部及びホースとの結合を行う...
対象製品 両端末自動加工システム
【従来の加工方法】
自動車のエンジン部品には、小径(φ6.35~19.05程度まで)で45度~90度に曲げられたエルボパイプが多数使用されています。(写真1参照)このエルボパイプの両端部には、
自動車エンジンへの圧入部及びホースとの結合を行う...
![]()
細物パイプ曲げ加工時の問題解決のご提案
【加工スピードアップ】のご提案事例
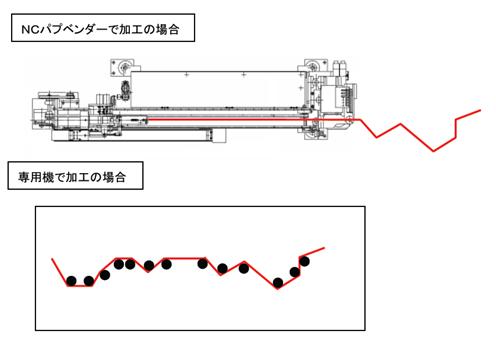 【従来の加工設備】 ・細径、長物パイプ(主にφ5~φ6程度、長さ1,500mm~2,000mmを超えるワーク)の 曲げ加工は、一般的に直行型のNCパイプベンダー及び専用曲げ加工機で加工されて おります。【現状の課題】 ・長い製品の場合、曲げ加工後半になると、高速で材料をひねった時、ワ...
【従来の加工設備】 ・細径、長物パイプ(主にφ5~φ6程度、長さ1,500mm~2,000mmを超えるワーク)の 曲げ加工は、一般的に直行型のNCパイプベンダー及び専用曲げ加工機で加工されて おります。【現状の課題】 ・長い製品の場合、曲げ加工後半になると、高速で材料をひねった時、ワ...
![]()
ナット付きパイプの曲げ加工省人化
【段取り向上】のご提案事例
 対象製品:小径油圧配管(自動車用ブレーキチューブ、フォークリフト油圧配管等)【一般的なパイプベンダーでは何が問題か?】両端にナットが挿入されているため材料供給や曲げ加工時のナット位置規制が必要。(ナットが固定具等で固定されていれば問題ないが、通常はフリーのものが多い) ・材料供給時にナッ...
対象製品:小径油圧配管(自動車用ブレーキチューブ、フォークリフト油圧配管等)【一般的なパイプベンダーでは何が問題か?】両端にナットが挿入されているため材料供給や曲げ加工時のナット位置規制が必要。(ナットが固定具等で固定されていれば問題ないが、通常はフリーのものが多い) ・材料供給時にナッ...
![]()
自動車ホイールタイヤ組み付け機のNC位置決め化による問題解決提案
【省エネ】のご提案事例
 今回ご紹介する事例は、塑性加工の問題解決ではなく、組立ラインにおける問題点を、見事に解決した事例をご紹介いたします。自動車産業には部品加工と組み立て加工が必ずあるわけですが、意外なところで気がつかない問題が潜んでいました。某社の組み立てラインは、自動車のタイヤ&ホイールを組み付けるラインでした。現在...
今回ご紹介する事例は、塑性加工の問題解決ではなく、組立ラインにおける問題点を、見事に解決した事例をご紹介いたします。自動車産業には部品加工と組み立て加工が必ずあるわけですが、意外なところで気がつかない問題が潜んでいました。某社の組み立てラインは、自動車のタイヤ&ホイールを組み付けるラインでした。現在...
![]()
【カンバン】データ読み込みによる段取り改善
【段取り向上】のご提案事例
 【カンバン】データ読み込みによる段取り改善 ・多品種少量生産による段取り作業が多く、 機械稼働率が上がらずお困りではありませんか? ・作業者の経験不足や長時間作業による集中力低下などで 事故や機械破損等はありませんか?現状の問題点 多品種少量生産の場合、段取りに時間を要して...
【カンバン】データ読み込みによる段取り改善 ・多品種少量生産による段取り作業が多く、 機械稼働率が上がらずお困りではありませんか? ・作業者の経験不足や長時間作業による集中力低下などで 事故や機械破損等はありませんか?現状の問題点 多品種少量生産の場合、段取りに時間を要して...
![]()
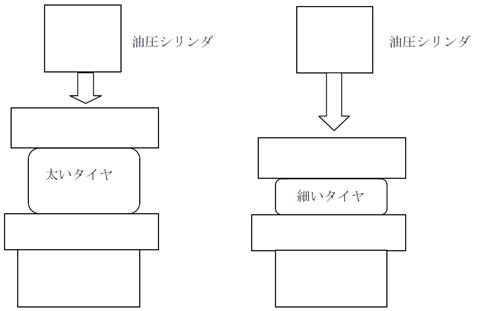
1000t 型締め機の偏荷重における主ラム傾き問題解決提案
【加工スピードアップ】のご提案事例
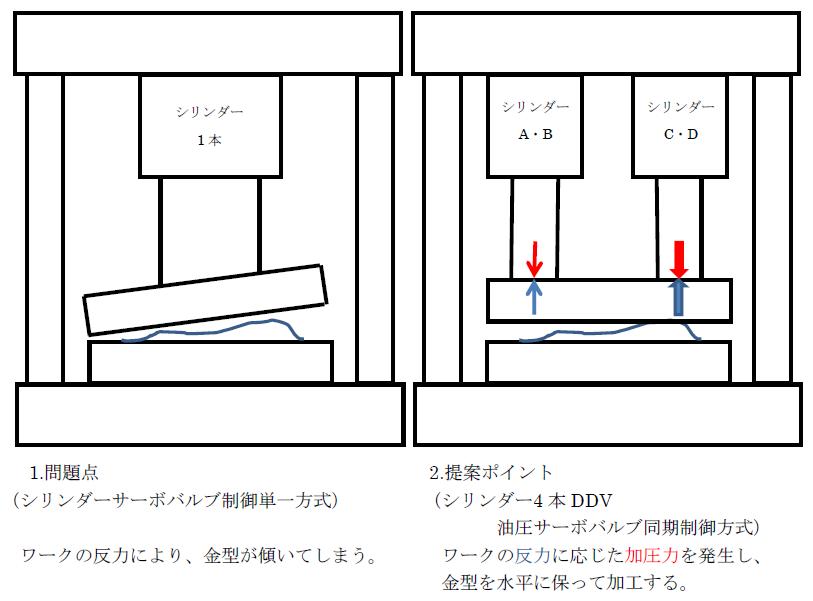 対象製品:自動車用 樹脂成形部品 熱した樹脂材料を圧縮加圧することで、製品に成形する方法油圧サーボバルブ式の縦型樹脂成形プレスは →エネルギーロス50%以上・偏荷重制御に弱い従来の縦型樹脂成形プレスは4本のガイドでRAMを支え、1本の油圧シリンダーで加圧成形を行っている。 ①金型に加熱し...
対象製品:自動車用 樹脂成形部品 熱した樹脂材料を圧縮加圧することで、製品に成形する方法油圧サーボバルブ式の縦型樹脂成形プレスは →エネルギーロス50%以上・偏荷重制御に弱い従来の縦型樹脂成形プレスは4本のガイドでRAMを支え、1本の油圧シリンダーで加圧成形を行っている。 ①金型に加熱し...
![]()
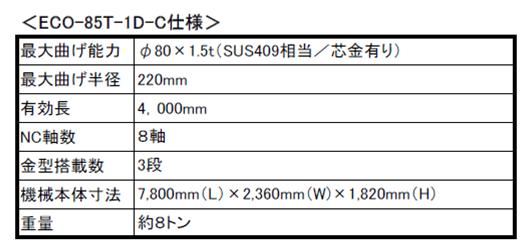
最新ECOベンダーシリーズ、押し通し曲げによる大R曲げ加工
【段取り向上】のご提案事例
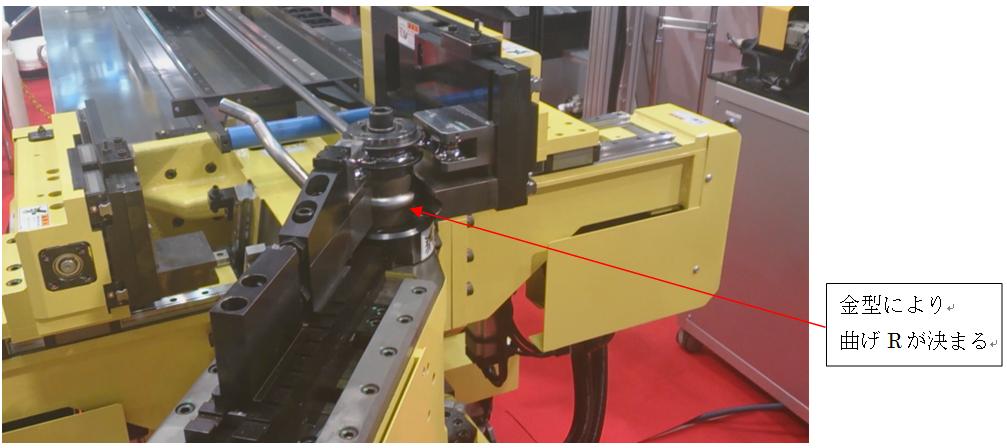 1.従来の曲げ加工における大R曲げの問題とは?・従来の直交式CNCパイプベンダーでは、曲げ金型により曲げRが決まってくるため 大R曲げ加工においては、 ①複数の曲げRがある場合、曲げRの種類分、金型が必要です。 ②...
1.従来の曲げ加工における大R曲げの問題とは?・従来の直交式CNCパイプベンダーでは、曲げ金型により曲げRが決まってくるため 大R曲げ加工においては、 ①複数の曲げRがある場合、曲げRの種類分、金型が必要です。 ②...
![]()
人件費1/3、生産量2倍 ブリーザーパイプFA加工システムの導入検討事例
【加工スピードアップ】のご提案事例
 ●ブリーザーパイプとは ・自動車の燃料給油口より燃料を給油すると、給油した分だけ燃料タンク内の空気が 放出されます。 この時、給油パイプ(通称フューエルパイプ、インレットパイプと言います)のみ では空気の排出が円滑に行われない為、空気抜きのための経路を別に設ける必要が あり、燃料タ...
●ブリーザーパイプとは ・自動車の燃料給油口より燃料を給油すると、給油した分だけ燃料タンク内の空気が 放出されます。 この時、給油パイプ(通称フューエルパイプ、インレットパイプと言います)のみ では空気の排出が円滑に行われない為、空気抜きのための経路を別に設ける必要が あり、燃料タ...
![]()