


問題解決改善事例
自動化生産性加工ラインによるコストダウンと安全性アップ
対象製品 両端末自動加工システム
【従来の加工方法】
自動車のエンジン部品には、小径(φ6.35~19.05程度まで)で45度~90度に曲げられたエルボパイプが多数使用されています。(写真1参照)このエルボパイプの両端部には、
自動車エンジンへの圧入部及びホースとの結合を行う部分に端末加工(スエージングビード、バルジビード、バルジなどが)が施されています。
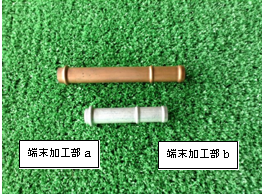
写真1
従来この様なパイプの両端に端末加工がある場合には、パイプ直管状態で第一工程として作業者により端末加工aを加工した後に、段取り変え、または別の端末加工機を使用し、反対側の端末加工bを第2工程として加工していました。
【上記加工手順での問題点】
・作業者による加工となる為、コストが高くなる。
・片側端末完了後、段取りまたは設備切り替えが発生し生産性が上がらない。
・端末加工機によるクランプ部での挟まれ事故の危険性がある。
【両端末加工システムの採用】
上記問題を解決する為、全自動で両端末加工を行う設備を製作しました。
【動作フロー】
・小径、短尺ワークを作業者がストッカーに入れます。
・ストッカーから自動でパイプ1本を取り出し、端末加工機Aに挿入します。
・挿入されたパイプはパイプストッパーにより位置決めされ端末加工が行われます。
・端末加工aが終わったパイプは、直行型の搬送装置で端末加工機Bに送られ、位置決めを行い端末加工bを行います。
・端末加工bが終わったパイプは、搬送装置で排出されます。
*この間サイクルタイムは両端2パンチで約8秒です。
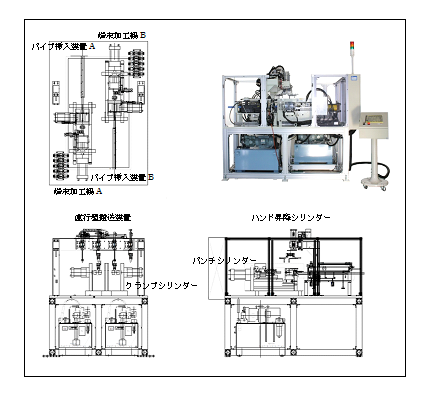
【両端末自動加工システム外観図/写真】
【主仕様】
|
最大パイプ径/肉厚 |
φ22.0×t1.0 |
|
パイプ有効長 |
50~250mm |
|
加工ステージ |
2ステージ |
|
パンチスピード |
150mm/sec |
|
パイプ前進端精度 |
±0.05mm |
|
インデックス停止精度 |
±0.05mm |
|
加工段数 |
3段 |
|
油圧ポンプ |
3.7kw×2台 |
【効果】
・生産性が約2.5倍(180本/h→450本/h)になりました。
・ワークの受け渡しから加工まで全てを機械が行う為、寸法精度が安定しました。
・作業者は材料補給と製品の取出しだけとなり安全性が高まりました。
【さらなる自動化へのご提案】
前述の方法で、端末加工工程の生産性のアップが実現しました。しかし、完成品が
下の写真2のように最終的に曲げ加工が必要な場合、端末加工後に曲げ加工を行うと
パイプの塑性変形により、端末精度を維持することが非常に困難になります。

写真2
上記問題解決するには、曲げ加工後に両端末加工を行う必要があります。
そこで、曲げ加工と両端末加工を全自動で行う設備をご提案します。
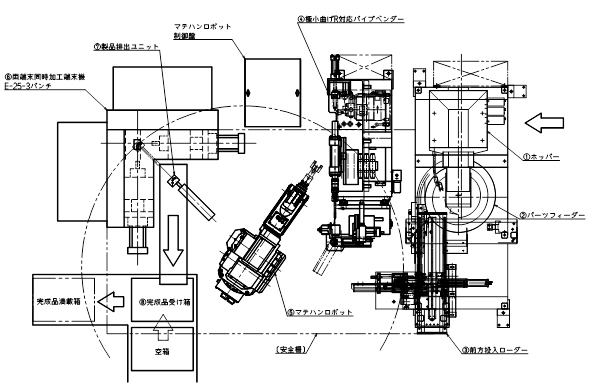
・設備概要
①ホッパー
素管ストレートパイプを入れておき、パーツフィーダー内のパイプがなくなると
パイプを自動供給します
②パーツフィーダー
素管パイプを整列させ、ローダーへパイプを供給します。
③前方投入ローダー
パイプベンダー前方よりパイプを投入します。
④極小曲げR対応パイプベンダー(1曲げ専用NCベンダー)
パイプ後方より加圧をかけながら曲げを行うことで、偏平率・減肉を改善する方式です。
⑤マテハンロボット
マテハンロボットにより、曲げ加工後にパイプベンダーより端末加工機にパイプを
セットします。
⑥端末加工機
両側の端末を、90°に配置したパンチにより同時に端末加工を行います。
後工程によるカット工程は不要です。
⑦製品排出機構
パイプ形状に合わせた吸盤により、パイプをクランプ金型から取り出し、排出シリン
ダーで端末機の外に移動させ吸着を解除し、排出シューターにパイプを落下させます。
⑧完成品受け箱
加工完了したパイプは、シューターにより完成品受け箱に入ります。受け箱が満載に
なった場合には、マテハンロボットにより受け箱を安全柵の外まで押し出し、次の
空箱を受け口まで移動させます。
この設備では、パイプの曲げ加工を先に行うことにより、先に述べました塑性変形に
よる端末精度を維持することが可能です。また、曲げから端末加工までを自動化する
ことにより、さらに省人化を進めることができます。
以上。
群馬営業所 宮原
問題解決改善事例についてのお問合せ
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
 お問合せ・ご相談は本社サービスコールまでお気軽にお問合せ下さい。
お問合せ・ご相談は本社サービスコールまでお気軽にお問合せ下さい。 愛知・大阪・群馬・東京・海外営業所がございます。
愛知・大阪・群馬・東京・海外営業所がございます。