


問題解決改善事例
自動車ホイールタイヤ組み付け機のNC位置決め化による問題解決提案
2013年12月26日
今回ご紹介する事例は、塑性加工の問題解決ではなく、組立ラインにおける問題点を、
見事に解決した事例をご紹介いたします。
自動車産業には部品加工と組み立て加工が必ずあるわけですが、意外なところで気がつかない問題が潜んでいました。
某社の組み立てラインは、自動車のタイヤ&ホイールを組み付けるラインでした。現在の自動車組立ラインは、
車種の混流生産が一般的で当然ながらタイヤも、その車両組立ラインに合わせて、ジャストインタイムで納品
されているわけです。しかしながら、タイヤ&ホイールラインではタイヤサイズ毎のラインを持つ事はでき無いため、
汎用ラインで小型乗用車から大型乗用車までの数多くのタイヤサイズを組み立てていました。
その組み立てラインは下図の様にタイヤを油圧シリンダーにより上下から挟み込んで、ホイールとタイヤの隙間から
エアーを入れ組み立てられています。
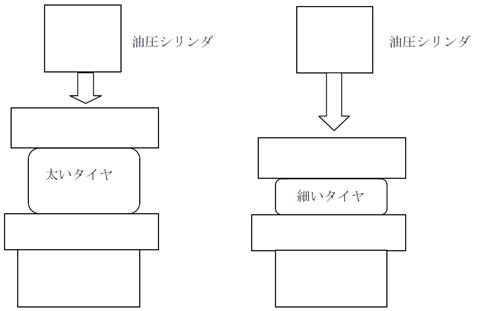
つまり、タイヤサイズ大きさ・太さが混流しても、上からの油圧シリンダーの圧力の設定値だけでタイヤを無理やり
押さえ込んでいました。圧力が足らなければ、エアーを入れる際に適正値にうまくなりませんし
圧力が多ければ良いという訳でも無いようでした。
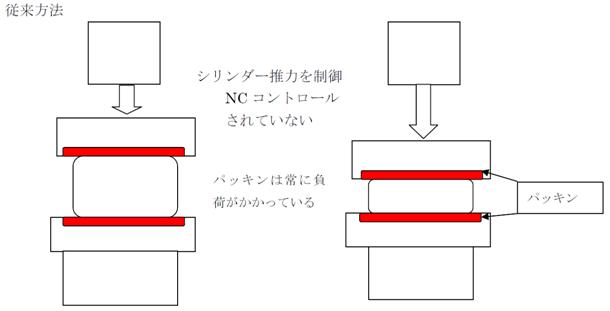
この問題を解決するために、上下のラム部分にパッキンを張ることで、圧力の微妙なコントロールをしなくても、
組み立てができる様に工夫がされていました。
しかしながら、このパッキンは常に大きな負荷が組み付け時にかかります。
したがって、数週間でパッキンを交換しなければ混流生産が出来ないという問題が有りました。
OPTONではこのお客様に使用電力削減でDDVの使用を提案し、お客様はテスト装置を導入頂ける運びとなりました。
上記の問題はそのテスト装置を使用いただいて発見されました。
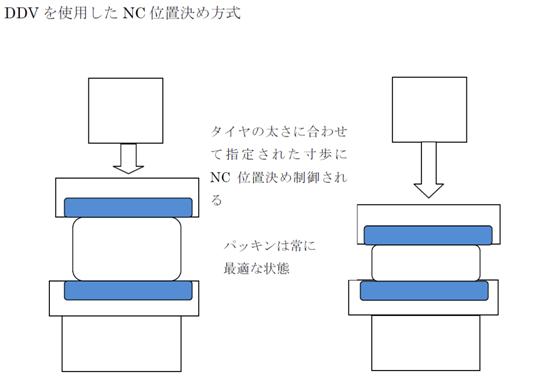
つまり、DDVでタイヤを挟み込む際従来の圧力制御から位置制御へ制御方法を切り替えNCコント-ロール化したわけです。
使用電力は当初の目論見通り、削減されました。しかしNCコントロールで位置制御を行うことで、今まで消耗品として
考えられていたパッキンが大きな負荷をかけなくても混流生産ができることが発見されたのです。
今回のDDVを使用した油圧シリンダーの位置決めは、加工機でも同様なことが言えると思います。
ワークと金型の接触の際、大きな衝撃が通常出ています。
コレをNCコントロールで位置決め制御することにより
ワークと金型の接触時の衝撃は大幅に軽減されることが想像できます。
金型の摩耗・割れなどによる問題を解決することと
NCコントロールで位置決めを行えば、常にワークに対して最適な推力をかけながら加工することもご理解いただけると思います。
油圧シリンダーを使用した設備をお持ちのお客様、是非一度DDV油圧サーボポンプをご検討してください。
過去では当たり前とされていた事が、問題点として浮かび上がる可能性が有ります。
油圧を使用しながらサーボモータとほぼ同等の精度・制御性を持つDDV油圧サーボポンプをご検討ください。
お問い合せはこちらへ
九州営業所 伊藤智幸
今回ご紹介する事例は、塑性加工の問題解決ではなく、組立ラインにおける問題点を、
見事に解決した事例をご紹介いたします。
自動車産業には部品加工と組み立て加工が必ずあるわけですが、意外なところで気がつかない問題が潜んでいました。
某社の組み立てラインは、自動車のタイヤ&ホイールを組み付けるラインでした。現在の自動車組立ラインは、
車種の混流生産が一般的で当然ながらタイヤも、その車両組立ラインに合わせて、ジャストインタイムで納品
されているわけです。しかしながら、タイヤ&ホイールラインではタイヤサイズ毎のラインを持つ事はでき無いため、
汎用ラインで小型乗用車から大型乗用車までの数多くのタイヤサイズを組み立てていました。
その組み立てラインは下図の様にタイヤを油圧シリンダーにより上下から挟み込んで、ホイールとタイヤの隙間から
エアーを入れ組み立てられています。
つまり、タイヤサイズ大きさ・太さが混流しても、上からの油圧シリンダーの圧力の設定値だけでタイヤを無理やり
押さえ込んでいました。圧力が足らなければ、エアーを入れる際に適正値にうまくなりませんし
圧力が多ければ良いという訳でも無いようでした。
この問題を解決するために、上下のラム部分にパッキンを張ることで、圧力の微妙なコントロールをしなくても、
組み立てができる様に工夫がされていました。
しかしながら、このパッキンは常に大きな負荷が組み付け時にかかります。
したがって、数週間でパッキンを交換しなければ混流生産が出来ないという問題が有りました。
OPTONではこのお客様に使用電力削減でDDVの使用を提案し、お客様はテスト装置を導入頂ける運びとなりました。
上記の問題はそのテスト装置を使用いただいて発見されました。
つまり、DDVでタイヤを挟み込む際従来の圧力制御から位置制御へ制御方法を切り替えNCコント-ロール化したわけです。
使用電力は当初の目論見通り、削減されました。しかしNCコントロールで位置制御を行うことで、今まで消耗品として
考えられていたパッキンが大きな負荷をかけなくても混流生産ができることが発見されたのです。
今回のDDVを使用した油圧シリンダーの位置決めは、加工機でも同様なことが言えると思います。
ワークと金型の接触の際、大きな衝撃が通常出ています。
コレをNCコントロールで位置決め制御することにより
ワークと金型の接触時の衝撃は大幅に軽減されることが想像できます。
金型の摩耗・割れなどによる問題を解決することと
NCコントロールで位置決めを行えば、常にワークに対して最適な推力をかけながら加工することもご理解いただけると思います。
油圧シリンダーを使用した設備をお持ちのお客様、是非一度DDV油圧サーボポンプをご検討してください。
過去では当たり前とされていた事が、問題点として浮かび上がる可能性が有ります。
油圧を使用しながらサーボモータとほぼ同等の精度・制御性を持つDDV油圧サーボポンプをご検討ください。
お問い合せはこちらへ
九州営業所 伊藤智幸
問題解決改善事例についてのお問合せ
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
 お問合せ・ご相談は本社サービスコールまでお気軽にお問合せ下さい。
お問合せ・ご相談は本社サービスコールまでお気軽にお問合せ下さい。 愛知・大阪・群馬・東京・海外営業所がございます。
愛知・大阪・群馬・東京・海外営業所がございます。